TIG welding is both a craft and a skill that requires precision and a keen eye for detail. In the hands of a skilled operator, it may produce strong, clean, and visually appealing welds. However, hurdles and typical issues might impair the final product’s quality like with any craft.
In this article, we’ll examine TIG welding, revealing the common issues that can arise and, more importantly, how to solve them. Whether you’re just starting out or have been welding for years, understanding these challenges is essential for refining your technique and ensuring every weld is of the highest quality. Let’s get right into it!
What Is Tig Welding?
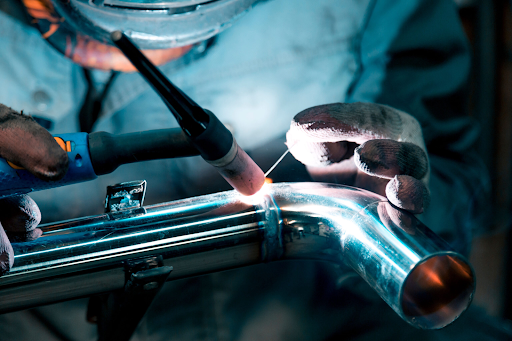
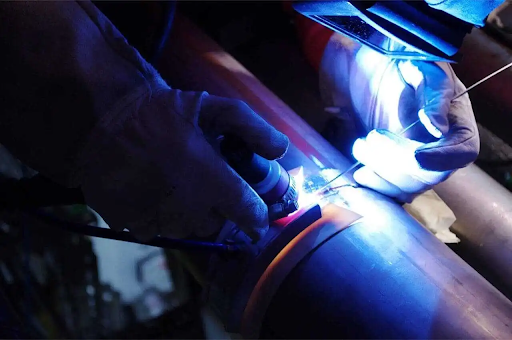
TIG welding, also known as Gas Tungsten Arc Welding (GTAW), is a welding process that uses a non-consumable tungsten electrode to produce the weld. The process relies on an electric arc formed between the tungsten electrode and the base material, which melts the metal and creates the weld.
TIG welding is known for producing high-quality and precise welds. It is commonly used in applications where solid and clean welds are critical, such as aerospace, automotive, and metal fabrication industries. The process allows for excellent control over heat input, which makes it suitable for welding thin materials or complex joints. TIG welding can be used with or without filler material, depending on the application and the type of joint being welded. The inert shielding gas, typically argon or helium, prevents contamination of the weld pool from atmospheric gases like oxygen or nitrogen.
Causes and Solutions to Tig Welding Titanium Defects
Here are the possible causes for Titanium TIG welding defects and their solutions:
Porosity
Porosity refers to small holes or voids formed in the welded metal. These defects weaken the weld by reducing its structural integrity and overall strength. Porosity is one of the most common issues in TIG weld, but it can be effectively minimized with proper techniques and attention to detail.
Causes
- Inadequate Shielding Gas Coverage: Insufficient shielding gas flow or interruptions in the gas supply can contaminate the weld pool, causing trapped gas pockets.
- Moisture or Contaminants: Any moisture, oil, grease, or dust on the base metal or filler rod can introduce hydrogen or other gases into the weld, leading to porosity.
- High Humidity: Environmental factors like high humidity can introduce moisture into the welding area, contributing to porosity.
- Improper Welding Parameters: Incorrect settings for current, voltage, or torch angle can lead to an unstable arc, increasing the likelihood of porosity.
Solutions
- Optimize Shielding Gas Flow: Ensure a consistent and adequate shielding gas flow (e.g., argon) to protect the weld pool from contamination. If needed, use gas lenses or diffusers to improve coverage.
- Proper Cleaning and Preparation: Thoroughly clean the base material and filler rod using appropriate solvents or cleaners to remove any oil, grease, or contaminants.
- Control Environmental Conditions: If possible, weld in a controlled environment to minimize humidity and moisture issues.
- Adjust Welding Parameters: Use appropriate welding parameters, such as correct torch angle and amperage, to maintain a stable arc and minimize porosity.
Cracking
Cracking in TIG welding is another major defect that compromises the integrity of the weld. It occurs when excessive stress is applied to the weld during cooling or when the material’s mechanical properties are altered due to improper welding techniques. Understanding the causes and solutions can help reduce the risk of cracks forming in the weld.
Causes
- High Heat Input: Excessive heat during welding can cause thermal stress and result in hot cracking.
- Rapid Cooling: If the weld cools too quickly, it can create residual stresses, leading to cold cracking.
- Inadequate Preheating or Post-Heating: Lack of proper preheating can cause uneven expansion and contraction, increasing the risk of cracks.
- Poor Joint Design: Incorrect joint preparation or design can lead to stress concentrations and cracking.
Solutions
- Control Heat Input: Use lower amperage settings and reduce the travel speed to control heat input and minimize thermal stress.
- Implement Preheating and Post-Heating: Preheat the material to reduce temperature gradients and use post-heating techniques for gradual cooling.
- Improve Joint Design: Ensure proper joint preparation to minimize stress concentrations. Choose joint designs that distribute stress evenly.
- Use the Correct Filler Material: To reduce the risk of cracks during cooling, select a filler material with mechanical properties compatible with the base metal.
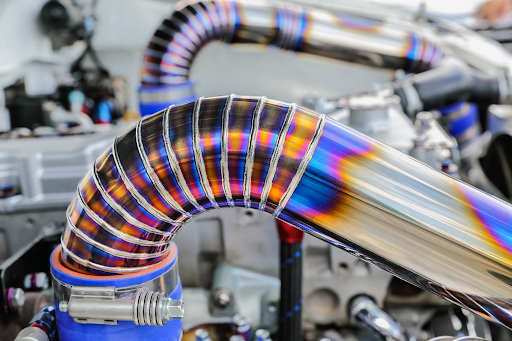
Discoloration (Oxidation)
Discolouration, or oxidation, in Titanium TIG welding, refers to the visible change in colour on the surface of the weld bead. The reaction of titanium or other metals with oxygen, nitrogen, or other gases at high temperatures causes this defect. While mild discoloration may not significantly impact weld quality, severe oxidation can lead to weakened joints and compromised structural integrity.
Causes
- Insufficient Shielding Gas Coverage: Inadequate shielding gas or disruption of gas flow exposes the weld pool to oxygen, resulting in oxidation.
- High Welding Temperature: Excessive heat input can cause rapid oxidation, especially in reactive metals like titanium and stainless steel.
- Welding Outside of Shielding Gas Zone: Moving the torch too quickly or welding outside the shielding gas envelope can lead to discolouration.
- Contaminated Tungsten Electrode: A contaminated electrode introduces impurities to the weld, resulting in oxidation and discolouration.
Solutions
- Ensure Proper Shielding Gas Coverage: Maintain adequate gas flow and use gas lenses or diffusers to ensure complete coverage of the weld area.
- Control Heat Input: Use the correct amperage settings and adjust welding speed to prevent overheating.
- Maintain a Consistent Welding Speed: Move the torch steadily within the shielding gas zone to avoid exposure to air.
- Use a Clean Tungsten Electrode: Regularly clean and sharpen the tungsten electrode to prevent contamination that can lead to oxidation.
Contamination
Contamination in TIG welding is a defect caused by foreign materials or impurities entering the weld pool. These contaminants can come from unclean surfaces, improper handling of filler rods, or environmental factors. Contamination weakens the weld, making it more prone to cracking and other defects.
Causes
- Dirt, Oil, or Grease on Base Metal or Filler Rod: Unclean surfaces introduce impurities into the weld pool, leading to contamination.
- Improper Handling of Filler Rods: Touching the filler rod with bare hands or allowing it to contact the ground can introduce contaminants.
- Use of Impure Shielding Gas: Shielding gas containing impurities or moisture can contaminate the weld pool.
- Environmental Factors: Exposure to dust or airborne particles in the welding area can lead to contamination.
Solutions
- Thorough Cleaning and Preparation: Before welding, use solvents or cleaners to remove dirt, oil, or grease from the base metal and filler rod.
- Proper Handling of Filler Rods: Always handle filler rods with clean gloves and avoid contact with contaminated surfaces.
- Use High-Quality Shielding Gas: Ensure the shielding gas is pure and impurities-free. Consider using gas filters if needed.
- Control the Welding Environment: Use a controlled environment or welding booth to reduce the risk of airborne contaminants entering the weld pool.
Undercutting
Undercutting is a defect where a groove forms along the edge of the weld bead, reducing the base material’s cross-sectional thickness. This defect can compromise the weld’s strength and lead to failure under load.
Causes
- Excessive Heat Input: High amperage or travel speed causes the base metal to melt excessively, leading to undercutting.
- Incorrect Torch Angle: Using the wrong torch angle can cause uneven heat distribution and undercutting along the weld bead.
- Improper Filler Material Application: Insufficient filler material or improper feeding technique can lead to a lack of reinforcement at the weld edge.
- Rapid Travel Speed: Moving the torch too quickly can cause the weld pool to solidify before adequate filler material is added, resulting in undercutting.
Solutions
- Lower Heat Input: Adjust the amperage settings and reduce the travel speed to control heat input and prevent excessive melting of the base metal.
- Use the Correct Torch Angle: Maintain a torch angle of 10–15 degrees to ensure even heat distribution and avoid undercutting.
- Increase Filler Material Deposition: Feed the filler rod consistently to fill the weld adequately and avoid grooves.
- Control Travel Speed: Maintain a steady and appropriate travel speed to allow sufficient filler material deposition without excessive melting.
Conclusion
TIG welding is a precise and versatile method. However, careful control of various parameters is required to prevent common defects. If not adequately addressed, each of these issues can significantly affect the quality and strength of the weld. By understanding the causes and implementing the appropriate solutions, welders can achieve high-quality, defect-free welds. Mastering these techniques ensures the longevity and reliability of TIG-welded structures. Ensure you get the best titanium TIG welding services to minimze the occurrence of the defects.